Industry 4.0
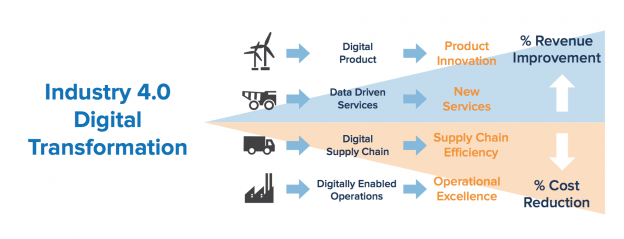
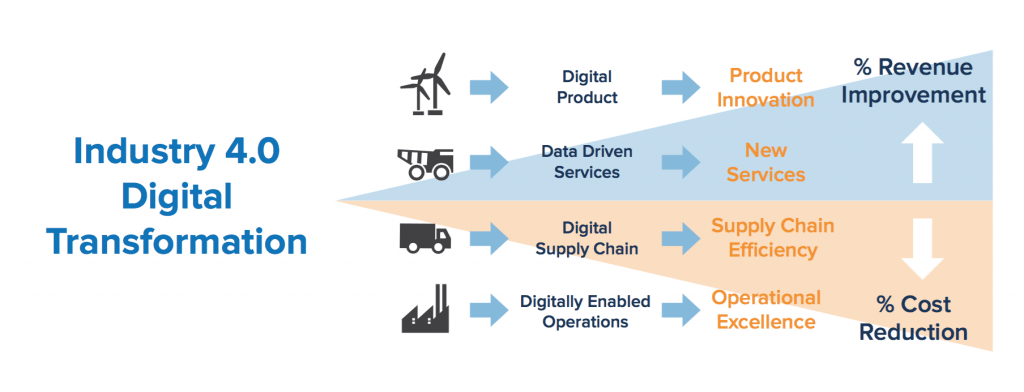
If you work in a manufacturing related industry, it’s difficult to escape the ideas and concepts of Industry 4.0. A brainchild of the German government, Industry 4.0 is a framework that is intended to revolutionize the manufacturing world. Similar to what the steam engine did for us earlier in the last century, smart usage of modern technology will allow manufacturers to significantly increase effectiveness.
While there is a general framework that describes what Industry 4.0 should be, I have noticed that most companies have developed their own definitions. As a matter of fact, most of my clients lump the terms Industry 4.0, Digitalization and IoT together. Also, the desired objectives have a wide range and include items such as:
- Improve product quality
- Lower cost
- Reduce cycle time
- Improve margins
- Increase revenue
Industry 4.0 initiatives
With a wide definition of Industry 4.0/ Digitalization comes an equally wide interpretation of what type of tactics and initiatives should be undertaken to achieve the desired outcomes. Based on my own experience, I see companies look at a variety of activities that include:
- Energy management
- Predictive maintenance & asset health
- Process optimization
- Quality monitoring
- Remote monitoring & connected services
- Implementation of autonomous robots
- Advanced simulation
When you think about it, each one of these programs requires a ton of data. How else would you go about it? Consider the easiest example: energy management. Reducing the amount of money spent on energy throughout a large plant by gut-feel or experience is almost impossible. It is the smart use of data that allows you to identify energy usage patterns, and hot spots of consumption. Data must therefore be the foundation of every Industry 4.0 undertaking.
Big Data & Industry 4.0
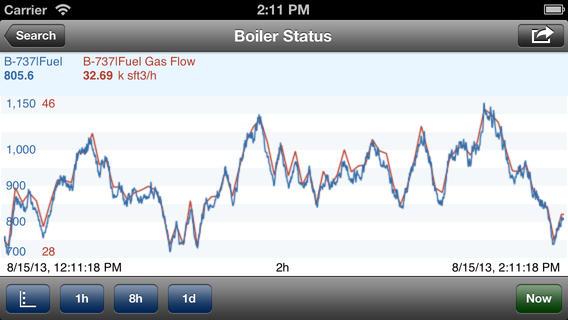
What type of data does Industry 4.0 require? It depends. Typical scenarios could include relational data about industrial equipment (such as maintenance intervals, critical component descriptions etc.), geospatial (e.g. Equipment location, routes, etc.) and most importantly sensor data (e.g. Temperatures, pressure, flow-rates, vibration etc.).

Sensors and automation systems are the heart of your Industry 4.0 program: they pump a vast amount of highly critical time series data through your various initiatives. Just like the vital signals from a human being allow a doctor to diagnose a disease, industrial time series data allows us to learn more about our operations and to diagnose problems with our assets & processes early on.
The value of industrial time series data
Assets such as turbines, reactors, tablet presses, pumps or trains are complex things. Each one of them has thousands of valves, screws, pipes etc.. Instead of relying on intuition, hard-earned experience and luck, we can collect data about their status through sensors. It’s not unusual for specific assets to produce upwards of 1000-5000 signals. Combine a number of assets for a specific production process and you end up with some really BIG DATA. This data, however, allows engineers and data scientists to monitor operations in real-time, to detect specific patterns, to learn new insights and to ultimately increase the effectiveness of their operations.
What’s next?
Industry 4.0/ Digitalization is an exciting opportunity for most companies. While many organizations have already done a bunch of stuff in the past, the hype around Industry 4.0 allows project teams to secure funds for value-add initiatives. It surely is an exciting time for that reason.
But is dealing with industrial time series data easy? Collecting, archiving and managing this type of data can be a huge problem if not done properly. In the next blog post, I will speak about the common challenges and ideas for making this easier.

Comments
2 responses to “Industry 4.0 & Big Data”